



运用设备状态监测技术,提高设备诊断能力
李志勇
(武汉钢实冶金设备安装检修工程有限公司)
摘要: 本文介绍了设备状态监测网络化管理技术在设备运行管理和设备检修工作中的应用情况,该技术利用设备点检方式,结合计算机软、硬件技术,网络与通讯技术,数据库技术与设备状态监测和故障诊断技术,达到降低设备故障的目的。
武汉钢实冶金设备安装检修工程有限公司钢港安装公司检修车间通过运用设备状态监测网络化管理技术提高设备故障诊断能力,使职工技术素质得到一定提高,实现设备管理由事后抢修向预防性检修转变并逐步向预知维修过渡收到明显效果。
关键词:设备状态监测 网络 应用实例分析 整改 效果
1.引言
武钢工业港二混匀车间是向武钢四烧结输送原料的主要窗口,有5条主要输送料线,几台堆取料设备,随着武钢生产规模的不断扩大,工业港生产任务日益增长,由此对设备技术状况和维保水平的要求也越来越高。
钢港公司检修车间负责二混匀车间的设备维护、检修工作,在平常的设备管理工作中,设备状态监测技术的运用,使设备检修工作上了一个台阶。
2.设备状态监测技术在检修工作中的应用
工业港设备管理部门在设备状态点检网络管理系统的应用上已取得较好成效,车间级配备了单通道HY-106巡检仪、手执式HY101机械故障检测器,HY301S测温笔,以及红外线点温计等检测工具,实施设备“万点受控”管理。
在检修工作中对于较大的隐患项目,故障頻发的设备部位则将平时检测数据进行分析、对比,找出其根本原因,进行设备整改,合理改进设备结构,使设备正常运行。在处理设备故障的同时也使我们感到通过运用先进的网络技术能够快捷方便的找到故障产生的原因和部位,对于检修能力的提高起了很大作用。
2.1 HY-106单通道巡检系统介绍:
该系统由硬件和软件两部分组成,硬件有:PC计算机、红外通信盒、HY-106及HY-106T单通道巡检仪、抄表仪。
软件主要包括数据库维护工具、制定巡检计划、下达巡检计划、回收巡检数据、巡检数据分析、报表中心六个模块,其总体结构如图一所示:
从图一可以看出,“HY-106巡检系统”是一种集数据库管理、巡检计划制定、巡检计划下达、数据采集、巡检数据回收、巡检数据分析、打印报表为一体的通用巡检管理系统。该软件以数据库为中心,通过运用此软件系统,各种设备振动信号(速度、加速度、位移)、工艺量(温度、电流、压力)和观察量(正常、漏油、冒烟等)的数据采集与分析都能真实、快捷地反映出来,对设备运行状态分析和合理安排检修起到了一定的作用。
2.2 应用实例
例一:
关健生产设备BRC4滚筒取料机料耙驱动机构故障监测及故障诊断情况如下:
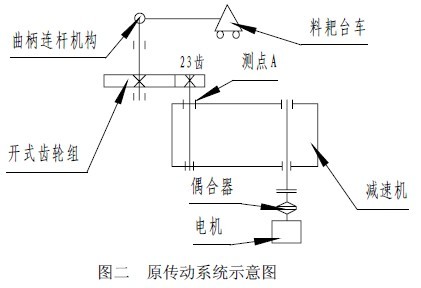
QLG1500.40滚筒取料机是目前国内唯一引进德国技术国内制造的大型取料设备,取料能力1500t/h,是生产线上的一台关健设备,去年投产的一台取料机,其中料耙驱动机构其传动示意图及测点布置如图二,减速机采用的是德国Flender产品,型号S35H-10功率50KW,该系统投产以来减速机的振动值较大而且空车运转与带负荷运转差距较大,空车振动值3mm/s以下,重车可达6mm/s以上,异常振动带来了许多故障,随着运转时间增加,振动值随时可能增大,如:地脚螺丝的松动、折断,减速机端盖螺丝松动、折断直至端盖破裂等。最初我们只对减速机基础和减速机的装配质量作了检查整改,但由于基础加固以至发展到减速机壳体破裂。经Flender国内厂家的配合检查,未发现减速机在质量上有什么异常。针对该减速机故障频发处(A测点)作出频谱分析,见图三:
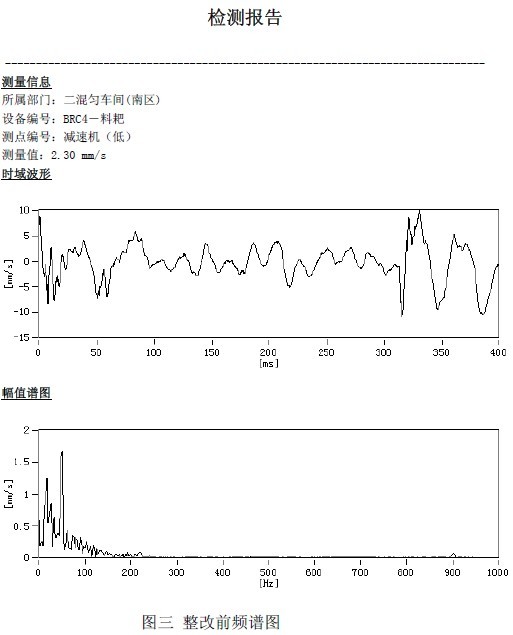
传动机构电机转速1480转/分,基频=24.66,减速机速比21.13,四轴转频1.17,可计算出齿轮冲击频率为1480÷60÷21.13×23×2〈双向冲击〉≈50HZ,从故障频发点,A测点频谱分析图可看出,最高峰值出现在50HZ频率处,而50HZ对应的是曲柄工作机构产生的冲击频率,经分析,排除减速机质量的因素,造成减速机诸多故障的原因来自曲柄连杆机构在两死点往复运动所产生的冲击。
从频谱图中反映的情况分析,减速机从结构和性能上看没有大的问题。因此判断减速机的故障来源于其工作机构设计缺陷,由于故障呈循环状态,加大了检修力度,给生产工作带来一定影响。因此,建议设备管理部门对料耙驱动机构的传动机构从结构上作出整改,设备管理部门采纳了此建议,要求我们在整改前对设备采取监护作业,改进的具体办法如图四所示:
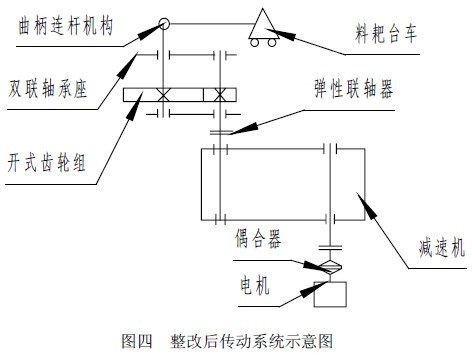
改造后效果较好,低速轴A测点处振动明显下降,减速机故障率降低,至今设备运转正常。频谱分析见图五:

例二:
G312皮带减速机温升过高故障监测及故障诊断情况如下:
G字头皮带机运输线是通往武钢四烧的一条重要运输线,其中G312皮带机驱动系统采用的是KZN360减速机,减速机上安装了速度,温度传感器,与计算机联网监测,所测温度长期在80℃以上,振动值持续上升,故障较多。最初我们在减速机装配质量上作了较系统的检查,未发现明显的状况,由于温度高导致润滑程度下降,机件损耗较大,带来一些负效应,使减速机检修频率增高。(可从趋势图六看出。)
通过对G312、R105两条长度、爬坡度、驱动功率完全相同的带机2004年上半年检测数据对比,其趋势图见图(图六、图七)

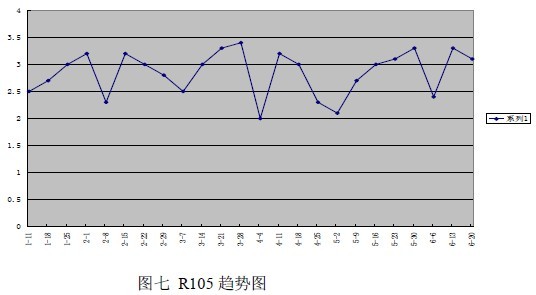
其中一台减速机温度始终在40℃左右,又将两台减速机互换试验,其检测结果相同。
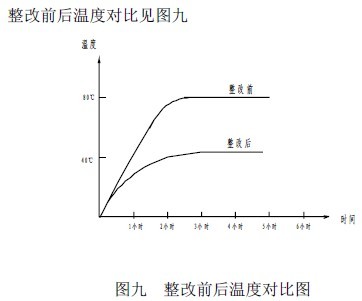
经分析,由于两台功能相同的皮带机运送的物料不一样,比重不一样,比重大负荷就大,最后确认为负荷是温升的主要原因,因而更换了不同型号的减速机,相应调整了带机的配重,使设备恢复了正常运行,从而保证了生产的需要。见整改后趋势图八,温度对比图九:

3、结束语
设备状态点检网络管理技术非常适合我单位设备特点,满足分散设备及战线较长的作业线的数据监测要求,与常规点检相比显示出较强的优越性,统一有效的管理数据库保证了大量的设备信息保存和方便使用,设备状态点检网络系统可以准确全面的反映设备运行状况可以根据其诊断结果视设备劣化或故障的程度合理安排对设备进行必要的检修和整改。
以上两条案例的实施,一方面解决了设备运行中的难题,另一方面使设备管理由事后抢修向预防性检修转变并逐步向预知维修过渡。
作者简介:李志勇 男 机械工程师 主要从事机械设备运行管理、维护和检修工作。
参考文献:徐丽芬 设备状态监测网络化技术在运行管理中的应用中国机械工程 2003.8
